Metallurgia programma
2024-08-07 08:06:03 123 0 Segnala 0
0

Accedi per visualizzare il contenuto completo
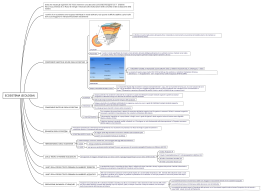
Questa mappa mentale sulla metallurgia copre una vasta gamma di argomenti cruciali per il settore, inclusi i tipi di leghe e trattamenti termici, analisi dei guasti e fenomeni di corrosione. Esplora approfonditamente le proprietà e applicazioni delle ghise e leghe di titanio, nonché l'importanza della fatica e dell'usura nei materiali. La sezione sulla corrosione include modalità come ossidazione a caldo, corrosione elettrochimica e stress corrosion cracking, con esempi pratici e soluzioni per prevenire danni. I trattamenti termici trattati comprendono ricottura, tempra e rinvenimento, con particolare attenzione ai diagrammi Fe-C e alle proprietà delle leghe di rame e acciaio. Inoltre, vengono analizzati vari tipi di acciai, inclusi quelli per utensili, inossidabili e ad alta resistenza. La mappa fornisce anche dettagli sui processi di fabbricazione dell'acciaio e sui trattamenti per migliorare la resistenza alla corrosione e all'usura. Infine, vengono discussi gli acciai rapidi e superrapidi, nonché le tecniche di indurimento per precipitazione, rendendo questa risorsa indispensabile per chiunque operi nel campo della metallurgia.
Altre creazioni dell'autore
Schema/Contenuto
Ghise
Leghe Titanio
Failure analysis
Fragilita
Fenomeni di infragilimento
Fragilita da rinvenimento
Invecchiamento degli acciai dolci al C
Fatica
Curve wohler
Prove Staircase
Corrosione
modalità
ossidazione/ossidazione a caldo
corrosione elettrochimica
T>Tamb
Fe Cu H2O
aerazione differenziale
anche tra alfa e Fe3C della perlite avviene
Uniforme/generalizzata
parte dalla superficie e va verso l'interno13;perchè Fe2O3 e Fe(OH)2 sono porosi e friabili
localizzata
più pericolosa
Pitting
o corrosione per vaiolatura13;(color giallo)
formazione di caverne sotto la superficie
dei materiali resistenti alla corrosione in ambienti fortemente corrosivi
in superficie si vede poco, corrosione penetrante
Crevice
per fessura/corrosione sotto deposito
es: quando i carbonati si depositano lungo i tubi
Stress corrosion cracking
uno specifico materiale in uno specifico ambiente e soggetto alla trazione
non ci sono prodotti di corrosione
T>30°C
cricca ramificata
la cricca meccanica avanza nella stessa direzione
esempio
Inox aust in ambienti Cl-
controsoffiatura piscina (AISI 304)
ottoni in ambienti con NH3
cartucce inglesi a fine 800 in india (ottone stampato a freddo)13;si fessuravano in estate in ambiente ammoniacale
il carico in questo caso è dato dalle tensioni residue di stampaggio
soluzioni: intervengo su
anodo(materiale)
a parità di ambiente agisco sul materiale
in mare: INOX--> Cr2O3(passivazione)13;oltre a Cr anche Al, Ti
uso materiali piu nobili (Au) o meno nobili
catodo(ambiente)
es: nei circuiti di raffreddamento industriali si può trattare l'acqua x eliminare le specie nocive
esistono inibitori di corrosione in natura che rallentano il processo
il tannino(fondo del vino/caffè
interfaccia
rivestimento di Cr, Au(+ nobili)
si faceva in passato ma ora la cromatura si fa x la resistenza
adesso si riveste con Zn (meno nobile)
Usura
Adesiva (tribossidativa)
2 corpi a contatto
plasticizzazione locale, al limite posso avere punti saldati (microsaldatura)
se metto in moto relativo--> rottura nelle zone vicine alla microsaldatura
soluzione:
1) riduco rugosità, ho bisogno di intercapedine di aria per avere moto relativo
2) metto insieme materiali diversi che non si saldano oppure con durezze diverse--> il meno duro13; si adatta a quello più duro--> es. Cu non si salda con l'acciaio (infatti bronzine: bronzo.. Cu+Sn)
3) lubrificante(idrodinamica) o lubrificazione limite(pennello) o anche solidi(grafite)
4) se aumento la durezza c'è meno usura( ma non è la prima cosa che si fa)
5) far sì che l'usura adesiva diventi tribossidativa
se la pressione e la velocità relativa diminuiscono: la frammentazione produce particelle che si ossidano13;sulla superficie e creano un cuscinetto di ossido che diminuisce l'usura. (è meglio se il moto avviene in moto perpendicolare13;alle direzioni delle striature)
Abrasiva
a 3 corpi
particelle esogene ed endogene: se la durezza particelle>20~30% durezza del materiale, i materiali vengono abrasi
dobbiamo vedere la durezza massiva e non superficiale(usura adesiva)
es. macinazione, nastri trasportatori
Erosiva
superficie a contatto con un fluido che trasporta particelle(solide o gas)
erosione ad alta velocità è confrontabile con abrasione
anche l'angolo di impatto è importante: 90°:sigma, radente:tao
materiali duttili
bene a sigma
male x i tao
meteriali duri
bene per i tao
male per i sigma
Corrosiva
i prodotti di corrosione sono meno duri, quando vengono asportati c'è del nuovo materiale esposto--> usura
Per fatica
contatto altalenante tra superfici (contatto Hertziano)
es. cuscinetti a sfere o ingranaggi
con le tao si muovono le dislocazioni(cricche) che arrivando alla superficie fa saltare via una scheggia13;-->usura per fatica/fatica da contatto
quando si forma la superficie puntinata:pitting (diverso da pitting della corrosione)
soluzione: trattamenti superficiali
Scorrimento viscoso/creep
T>Tfus(in K)/3, carico costante
acciai 450~500 °C
Alluminio 40~50 °C
Trattamenti termici
Ricottura o ricottura completa
Ricottura globulare
Normalizzazione
Tempra
Temprabilita e prova Jominy
Rinvenimento
Ricottura di lavorabilita/di distensione
Ricristallizzazione
Cct e ttt
Diagramma Fe-C
Elementi ferritizzanti
Cr Mo V Si B Al P Ti
Austenitizzanti
Ni Mn C N Cu
Punti critici
Rame e le sue leghe
Rame
Bronzo
Cu-Sn
Cupralluminio
Cu-Al
Ottone
Cu-Zn
Processi di fabbricazione dell'acciaio
Ciclo integrale
Subtopic 1
Ciclo da rottame
Designazione
Gruppo 1
Da costruzione generale
Gruppo 2
Speciali da costruzione
Bonifica
Autotempranti
Per molle
Cementazione
Nitrurazione
Acciai per usi particolari
Per cuscinetti
Per funi
Per impieghi a basse temperature
Acciai per utensili
elevata durezza13;tenacità(KIC)13;forgiatura acciaio 1200~1300°C13;si deforma poco sotto trattamento termico(perchè se sbaglio posso fare ben poco)13;insensibilità a rinvenimento(altrimenti perdo durezza: il materiale tende ad addolcire)13;%C molto alta così indurisco sicuramente la martensite13;sono tutti ipereutettoidici13;il C in eccesso mi serve per legarsi agli elementi di lega
elementi di lega
Ti
TiC
V
VC, V2C
W
W2C
Mo
Cr
Cr3C2, Cr23C6
Mn
(Fe)
Fe3C
Co
non può formare carburi (dovrei finire prima il Fe: impossibile13;rende insensibile all'addolcimento l'acciaio
se un elemento è più affine viene coinvolto prima nella formazione di carburi.13;la scala di affinità è anche una scala di stabilità: più difficilmente si sciolgono per esposizione in temperatura
Acciai rapidi o superrapidi
rapidi: vel taglio <30 m/min
X78WV181KU/HSS 18-01
in sequenza: W=18%, Mo=1%, V=1%, Co
super rapidi: vel taglio> 30m/min
X80WCoV1851KU/HSS 18-1-1-5
in sequenza: W=18%, Mo=1%, V=1%, Co=5%
ogni acciaieria ha composizione differente
V, W, Mo per ottenere carburi più stabili
Ti si usava 50 anni fa, ma ha efficacia metà del W
Per utensili a lavorazione a caldo
l'ossidazione a caldo è meno importante
X35CrMoV511KU
X30WCoV93KU
ad alta T è + resistente al calore
Per lavorazioni a freddo
Inossidabili
AISI
SERIE 200
inox al CrMN
austenitici al manganese
SERIE 300
CrNi
austenitici
SERIE 400
Cr
Ferritici+Martensitici
Austenitici
75~80%
X5CrNi17-9
AISI 304 (80%)
X5CrNiMo17-12
AISI 316 (20%)
Applicazioni:
settore chimico(serbatoi, reattori), biomedicale, edilizia(archetti dissuasori, corrimano)
petrolchimico, alimentare, produzione di carta
cfc, Al, Cu sono amagnetici: infatti sono usati anche 13;per i sommergibili
a causa dell'incrudimento il gamma diventa
alfa primo(ccc)
epsilon(hcp)
non hanno temperatura di transizione13;-->applicazioni criogeniche
austenitici all'azoto
Rs=250MPa--> per aumentare aggiunto N=0.1~0.25%
304LN
N è interstiziale-->induriscono
R=700~800MPa13;Rs=300~350MPa
elevata capacità di incrudimento: R fino a 2500 MPa
austenitici al manganese
sostituisco al Ni con Mn(una parte) xk costa di meno ed 13;è un elemento austenitizzante(NON VA BENE IN AMBIENTI FORTEMENTE CORROSIVI)
anzichè Cr=17% Ni=9% 13;si ha Cr=16% Ni=4% Mn=6% (AISI 201)
Ni favorisce la ripassivazione
deformabilità e amagneticità ma la resistenza alla corrosione diminuisce
problemi:
formazione di carburi di Cr, se esposti a 600~800°C si depositano a bordo grano.
"la zona circostante al bordo di grano si impoverisce di Cr"
--> corrosione intergranulare
tipico dei giunti saldati
in cui la temperatura va dai 2000°C del giunto fino a Tamb lontano dal giunto(ci sarà un punto in cui T ricade nell'intervallo)
rottura a lama di coltello
anche durante la produzione esiste questo problema
X6CrNiTi1811
AISI 321
X6CrNiNb1811
AISI 347
Ti, Nb sono più affini al C rispetto al Cr-->formano loro i carburi
Ti=0.1~0.5% (5 vole il C)
Soluzione
Tedeschi: riscaldo a 885°C e raffreddo in aria, poi vado a saldare e non ho problemi
Americani:
uso serie low carbon
304L
X2CrNi17-9
316L
X2CrNiMo17-12
xk se la formazione di carburi dipende dalla presenza di C-->riduco la percentuale di C
la formazione dei carburi dipende anche dal tempo di saldatura: ci metto il meno possibile
solubilizzazione
alla fine della deformazione a freddo non voglio i carburi--> riscaldo a 1050°C,13;i carburi di Cr si sciolgono tutti e tempro in acqua ( cmq non ho trasformazione di fase13;quindi ho sempre la fase gamma)
si può fare sugli semilavorati. sui pezzi grossi una volta saldati non posso 13;più fare niente xk non ho forni giganti-->parto da serie L o stabilizzati
Rs=250~300 MPa13;R=550~600 MPa
per migliorare: incrudimento(ho austenite13;che ha molta deformabilità)
R=1500~2000 MPa
resistenza a usura(tranne i martensitici)
Ferritici
15~20%
non hanno punti critici quindi se tempro non otterrò una struttura più dura
i trattamenti termici infatti si fanno per altri motivi
X8Cr17 (AISI 430)
usato nelle pentole IKEA
qui il carbonio è nocivo xk si combina con Cr a formare carburi
X5CrTi11 (AISI 405)
X16Cr26 (AISI 446)
(ossidazione)
X2Cr18
stabilizzato al Ti, Nb
AISI 441
(non esiste nella normativa)
X2CrMo18-2
stabilizzato al Ti
AISI 444
esiste
Cr + alto --> ferritici13;Cr + basso--> austenitici
applicazioni:
cestelli lavatrici (mentre x lavastoviglie ci vuole aust. xk c'è il sale e il detersivo è basico
scarichi auto
elettrovalvole
il ferritico (CCC) è ferromagnetico così come il martensitico
costruzioni edilizie
carico rottura allo stato ricotto :R=500..600 MPa13;Rs=300 MPa
se lo voglio superiore: incrudimento
R=800..900 MPa, Rs=500 MPa
trattamenti termici
non servono per aumentare la resistenza meccanica ma per aumentare la resistenza alla corrosione
ricottura
750~800°C per 1~2 ore (dipende dalle dimensioni che sono solitamente piccole)
è anche un trattamento di ricristallizzazione
se devo fare lamiere di 1 mm non posso continuare ad incrudire xk si rompe.13;devo fare delle ricotture di ricristallizzazione
per lamiere <5mm è tutto lavorato a freddo per questioni di precisione(ritiro)
>10mm --> a caldo
problemi
infragilimento a 475°
deriva dalle decomposizione spinodale della ferrite(formazione di una fase ricca di Cr che si lega al Fe)
"alfa primo" (CCC) --> fragilità
>800°C da 1000 h in su si forma una fase ricca in Cr(sigma) che si deposita a bordo grano--> fragilità e diminuzione della resistenza alla corrosione
Il Nichel costa ed è soggetta alle fluttuazioni di mercato
Martensitici
5%
= agli acciai da costruzione (da bonifica) con Cr elevato
X30Cr13 (AISI 420)
è come il C30 con Cr
X15Cr13 (AISI 410)
X85Cr17 (AISI 440)
Applicazioni: resistenza corrosione+resistenza meccanica
Rm=750~1100 MPa dopo bonifica
Rs= 500~700 MPa
è il massimo della resistenza meccanica per gi inox(tranne PH che però costano)
coltelli, dischi freno delle moto(esposti all'atmosfera), compenenti marini(alberi)
siccome è come un acciaio da bonifica il ciclo di lavorazione è uguale:
Ricottura completa (xk sono autotempranti)
LMU(sgrossatura)
Bonifica
Riscaldamento 1000°C
T elevata per solubilizzare tutti gli eventuali carburi presenti: Cr è molto affine al C13;se è sotto forma di carburi, non ho abbastanza Cr per l'ossido.13;Inoltre il C va ad indurire la martensite
Tempra ( in aria o in olio)
Rinvenimento a T<400 o T>650°C
nell'inter del range 400~650
la velocità di corrosione aumenta
la tenacità diminuisce
si formano i carburi (impoverimento di Cr)
T<400 buona tenacità con alta resistenza alla corrosione
T>650 alta tenacità
LMU(finitura)
Austeno-ferritici/duplex/bifasi
1~2%
partendo da austenitici 304 aumento Cr e diminuisco Ni (PREN=18)13; 316 PREN=25--> acqua marina
il Ni che tolgo lo rimpiazzo con Cr che costa di meno ed ha meno influenza del mercato
inoltre non ha problemi di stress corrosion cracking in ambienti ricchi di cloruri(tipici degli austenitici)
2304
prime due cifre:Cr, ultime due cifre:Ni
2205
anche Mo=2%
X2CrNiMoN22-5-2
PREN=30
2507
Mo=3,5%
grani misti di alfa e gamma
ho Fe-Cr-Ni e ci vorrebbe un diagramma 3d per cui fisso uno e guardo il grafico
es. Fe=70%
metà alfa e metà gamma
+resistenti alla corrosione e meccanicamente degli austenitici
Rs=450~500 MPa13;R=750~800 MPa
Precipitation Hardening
<1%
austenitici
1710PH (%Cr %Ni) contiene P solubilizzato a 1050°C, invecchiamento a 700°C-->R=900~1000 MPa
martensitici
17-4PH (custom 450) contiene
Cu
seconda fase cfc
Ti, Al
formano composti intermetallici con Ni (Ni3Ti, NiAl)
tempra(in aria) + rinvenimento a 450~650°C (rinv=invecchiamento qui)
-->R=1000~1400MPa
semiaustenitici
A+F
17-7PH contengono Al
1050°C-->aria-->A+F perchè Mf è sotto Tamb
poi condizionamento a 750°C e si precipitano i carburi di Cr--> le matrici perdono Cr e C e Mf si sposta sopra--> alla fine ho M+F--> poi faccio invecchiamento
sono del tutto uguali alle loro famiglie di appartenenza con l'unica differenza che contengono
P, Cu, Ti, Nb, Al, N
formano una seconda fase di composto intermetallico/interstiziale per meccanismo di precipitazione13;-->"invecchiamento"-->fatto alla fine: R=1000~1200 MPa
+ resistenti alla corrosione rispetto a M ma meno risepetto agli A
Diagramma di Schaeffler
Ni equivalente= Ni+0.5MN+30(C+N)
Cr equivalente=Cr+Mo+0.5Nb+1.5Si
vale per raffreddamento rapido ed è stato messo appunto per i cordoni di saldatura
PREN (Pitting Resistance Equivalent Number)=Cr+3.3Mo
definisce la resistenza al pitting xk è il più comune sui materiali resistenti alla corrosione
Raccogliere
Raccogliere
Raccogliere
Raccogliere
Raccogliere
0 Commenti
Pagina successiva
Consigliato per te
vedi di più